客服电话18952670432
客服电话18952670432
咨询热线18952670432
选择适合的数控机床。需要考虑到很多方面,那我们需要考虑的最为关键的方面有哪些呢?本文对此做出了详细的解答:1、当前的机床设置和操作员经验,您的机床操作员的专业知识和熟练程度也将发挥关键作用。一般来说,与功能有限的简单机床相比,自动化程度更高的智能机所需的人工干预更少。2、部分难度和复杂性,CNC加
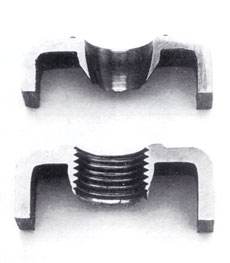
在许多情况下,在薄壁工件上钻孔算不上是一种很大的挑战,但此类加工可能需要采取某种工件支承措施,以抵消钻头开始钻入工件材料时所产生的压力。根据加工要求,被加工孔可能还需要进行去毛刺或倒角加工。 对于常规的薄壁钻削,孔的深度就等于工件的厚度。而这些孔可能并不适合加工螺纹或为轴承座套提供足够的支承。
热熔钻使用注意事项:1. 工件材料:热熔钻适用于加工工件孔径1.8-32mm,壁厚0.5~12.5mm的多种金属材料, 如铁、低碳钢、不锈钢、钛、铝、铜、紫铜、黄铜(Zn含量低于40%)、铝合金(si含量低 于0.5%)等。如果材料越厚、越硬,热熔钻头使用寿命越短。2. 热熔膏:热熔钻在工作时,瞬间产生 600 ° C 以上的高温,特制的润滑膏能

根据需要钻穿工件的厚度,热熔钻有两种长度规格 : 短钻 : 适用于穿透工件厚度在 0.8mm -3mm 长钻 : 使用于穿透工件厚度大于 3mm -12mm 根据工件在穿透后的表面要求 , 热熔钻有两种规格 : 标准型热熔钻 : 热钻穿透工件拉伸成形衬套的同时在工件表面形成一个凸环 平口型热熔钻 : 热钻穿透工件拉伸形成

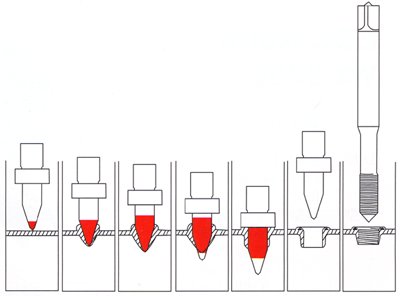
热熔钻又叫热钻,其改变了传统钻孔紧固工序的工艺,使得以往加工过程中的难题——薄板薄管的攻牙紧固几秒钟就可以轻松解决。此项工艺用以取代钻孔,取代焊接螺母,取代压铆螺母。热熔钻的钻头采用碳化钨材料,经过先进热处理工艺,使钻头能在600度高温和1500-3000转/分钟的高速旋转状态下,保持高硬度、高耐磨性能,经受垂直
热熔钻螺纹强度
热熔钻后道工艺-挤压丝锥加工参数

热熔钻的最大穿透材料厚度
热熔钻使用过程的注意事项
热熔钻的优缺点分析

